|
| Contact Us |
| |
Add: Room 1009 Building 666,Siming Zhong Road,Yin zhou district,Ningbo,Zhejiang China
P.C: 315100
Tel: +86-574-88189478
+86-574-28870228
E-mail:nord@cnool.net
E-mail:admin@nord-foundry.com

|
|
|
|
|
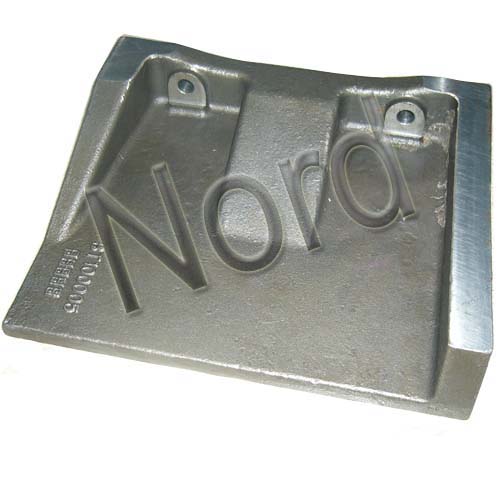
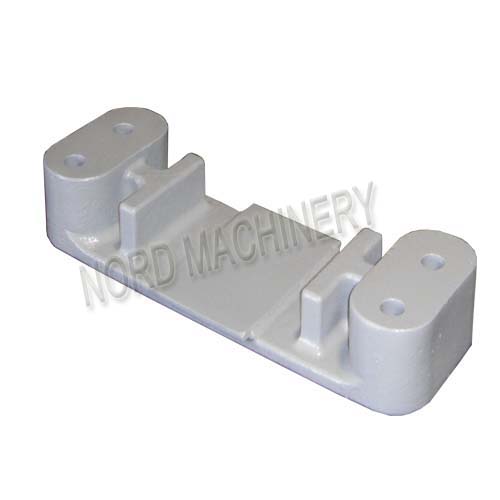
Welcome
to Train Parts |
 |
|
| Train parts foundry in Ningbo China,Train parts sand casting company,Train parts factory.China Wagon parts manufacturer,China Wagon parts factory,China Wagon parts co.,ltd ,China Wagon parts foundry,China Wagon parts company,China Wagon parts Supplier,China Wagon parts Inc,China Wagon parts corporation,China Wagon parts Machining,China Wagon parts Casting,China Railway parts manufacturer,China Railway parts factory,China Railway parts co.,ltd ,China Railway parts foundry,China Railway parts company,China Railway parts Supplier,China Railway parts inc,China Railway parts corporation,China Railway parts Machining,China Railway parts Casting,We are good at Train parts casting (Foundry)-Machining. The weight controled is 0.2-2000kg.The material range includes Carbon Steel, Alloy Steel,Stainless steel, High Manganese steel, Gray Iron, Ductile Iron, Resistance cast iron, etc. We use the processes of lost wax casting technices and lost foam casting technices and quartz Foundry technices and Furan resin- Sand casting (Foundry) technices to produce the Train parts. Our company is export-oriented, and the Train parts have already been sold to Australia, United States, Canada, UK, (BRITAIN, England), Holland, France, Germany, Denmark, Sweden, Finland, Russia, Spain, Portugal. Italy, etc. |
|
|
|
|
| Process Description |
|
Investment Casting There are three techniques in our investment casting process including water glass technique casting, silica sol technique casting and lost foam casting.
Water glass technique casting
Water glass technique casting is also called cryogenic lost wax. And the dimension tolerance we could reach is CT7-8.The main material is carbon steel, alloy steel. The weight controlled is about 0.2-80 kg.
Silica sol technique casting
Silica sol technique casting is also called mesothermal lost wax. And the dimension tolerance we could reach is CT5-6.The main material is stainless steel ,carbon steel, alloy steel. The weight controlled is about 0.1-60kg.
Lost foam casting
Lost foam casting is a modern form of investment casting that eliminates certain steps in the process. And the dimension tolerance we could reach is CT8-9.The main material is gray iron, dutile iron, high Cr cast iron, resistance cast iron. The weight controlled is about 0.2-100 kg. |
|
Investment casting process |
|

|
 |
|
1. Mould Designing
Strictly making 3D model based on customer’s drawing dimensions, and mastered the contractibility rate for all types of material. |
2. Wax Injection
Wax design of the desired castings are produced by injection molding. These
designs are called patterns. |
|
 |
 |
|
3. Assembly
The patterns are attached to a central wax stick, called a sprue, to form a casting cluster or assembly. |
4. Shell Building
The shell is built by immersing the assembly in a liquid ceramic slurry and then into
a bed of extremely fine sand. Up to eight layers may be applied in this manner. |
|
 |
 |
5. Dewax
At this point, all of the residual pattern and gating material is removed, and the ceramic mold remains. The mold is then preheated to a specific temperature and filled with molten metal, creating the metal casting |
6. Mould Shell Roast:
This process is to put the lost-wax shell into the roast furnace and make them harder. Heating the Mould shell before casting is also to ensure the better products surface texture. |
 |
 |
|
7. Smelting the Liquid Steel:
Allocate the chemical composition and sampling before steel casting. |
8.Spectrochemistry Analysis
Inspection on materials by spectrometer testing. |
 |
 |
|
9. Conventional Casting
In the conventional process, the shell is filled with molten metal by gravity pouring. |
10. Cut Off
The parts are cut away from the central sprue using a high speed friction saw. |
 |
 |
|
11.Heat Treating
Carbon steel and low-alloy steel need normalizing and temper, oil-quenching, water-quenching and so on. We can set out different heat treatment method as per different requirement from customers. |
12. Polishing Polishing is to modify the out of flatness on casting head after casting cuttig and to modify the burring and splashings in the process of casting cycle. |
 |
 |
|
13. Inspection:
Inspection of the mechanical properties, surface, internal quality, and to check if the rough dimension meet the drawing requirement for the prodcuts. |
14. Machining
Cut the piece of raw material into a desired final shape and size. Now we have CNC, Lathe, milling machine, drilling machine, boring lathe and grinding machine. |
 |
 |
15.Quality Inspection: Quality inspection on the machining dimension. Mainly tools we use is like specialized gauge and callipers, mircocalliper,three-dimensional and so on. |
16. Storage and Delivery
Efficiency of package goods delivery on time per your shipping requests. |
| Advantage of investment casting |
Wide Application Scope
Our investment casting process is virtually unrestricted by the size ,thickness and shape complexity.
Wide Choice of Alloys
Our investment casting process able to utilize a wide variety of alloys for common carbon steel, alloy steel, manganese steel,stainless steel ,and high-Cr & wear-resist Iron and so on.
Dimensional accuracy
The investment casting process is capable of producing foundry with higher accuracy than ordinary forgings and weld assembly in general condition.
Reduction of Production Costs
Investment castings are able to reduce costs in many cases such as reduced machining, less materiel waste and so on. |
| In addition, we own CNC machining center and CNC Lathe, so machine parts (machining parts or machinery parts),metalwork (metal products) are ok for us! |
   | |
|
|
|
|